partea de Productie procesul de aprobare este unul dintre cele mai bune moduri de a asigura standardele de calitate a Componentelor furnizate și procesul lor de producție. Procesul de aprobare parte de producție este răspândită în multe industrii prelucrătoare; cu toate acestea, nevoia a fost resimțită de industria de automobile de a standardiza procesul de material și de fabricație de calitate.,prin urmare, procesul de aprobare a pieselor de producție este unul dintre cele mai sistematice dezvoltate de grupul de acțiune al industriei auto (AIAG) în 1993 pentru a asigura întreținerea calității materialului furnizat conform cerințelor clientului. Intrarea pentru PPAP a fost derivată de la Ford, Chrysler și GM, iar cea mai recentă versiune a fost cea de-a 4-a ediție a AIAG cu efect de la 1 iunie 2006.,
PPAP procesul cerință
Semnificative de producție: cerința minimă se referă la Cantitate și timp luat în cazul în care producția se referă la minim 300 consecutive părți ar trebui să fie produsă într-un du-te, și ar trebui să fie o oră la opt ore de producție. Locul de producție (mediul) trebuie să fie uniform pentru toate piesele asamblate, inclusiv scule, măsurare, proces, material, operator etc. Gabaritul de măsurare ar trebui să fie similar cu durata completă de producție.,anterior, toată lumea avea standardele lor de calitate, dar nici nu erau comparabile cu celelalte firme din industrie, nici competitive, deoarece toate nu erau standardizate. Totul a fost atât de împrăștiate în jurul că nimeni nu ar putea identifica că, dacă acestea sunt de a face o hotărâre dreptul la calitate sau nu.procesul de standardizare și crearea unui punct de referință este împărțit în cinci niveluri:
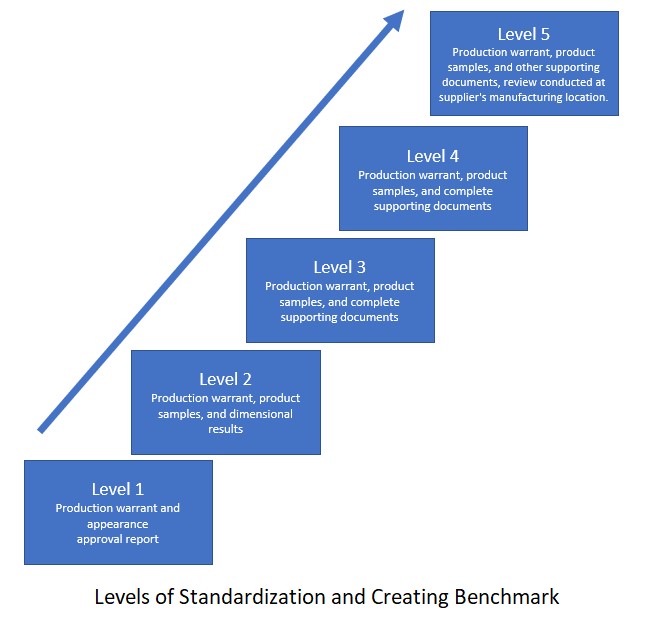
nivelul 1: Unde sunt prezentate doar două documente referitoare la componentele de mai sus, adică raportul de aprobare a producției și a aspectului.,
nivelul 2: mandatul de producție, probele de produs și rezultatele dimensionale
nivelul 3: mandatul de producție, probele de produs și documentele justificative complete
nivelul 4: mandatul de producție și alte documente conform instrucțiunilor clientului.
nivelul 5: mandat de producție, eșantioane de produse și alte documente justificative. La acest nivel, se efectuează o revizuire la locația de fabricație a furnizorului.,
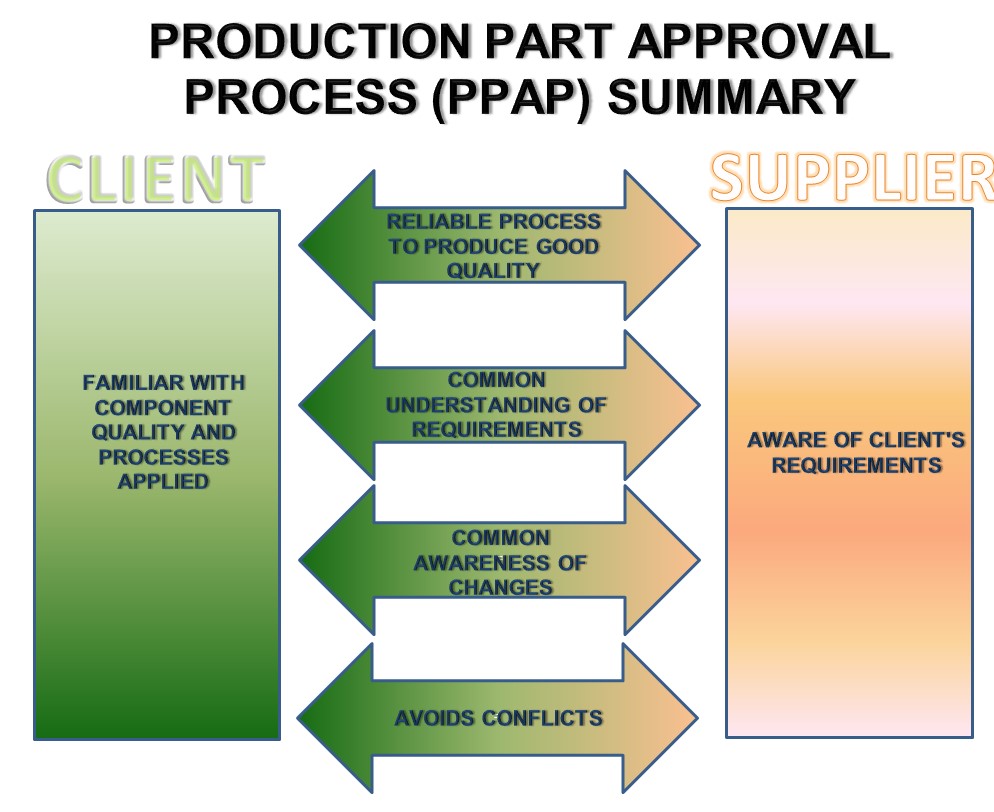
prin Urmare, PPAP este o modalitate adecvată de a asigura următoarele:
- furnizorul este conștient de cerințele clientului.
- clientul este familiarizat cu calitatea componentei furnizate, precum și procesul urmat.
- procesul este suficient de fiabil în mod constant livra o astfel de calitate a mărfurilor în viitor, care îndeplinește toate cerințele clientului.
- se dezvoltă o înțelegere între Client și furnizor că produsul va îndeplini cerințele de proiectare și caietul de sarcini.,
- dacă există modificări, acestea sunt în conformitate și de acord cu aprobarea clientului.
- ajută la evitarea conflictelor la sfârșitul contractului.
următoarele sunt componentele care fac parte din procesul de producție, plan de îmbunătățire în cazul în care procesul este definit este documentată:
un. Design record: conține lista cu toate desenele de la un furnizor oferă specifice clientului.
b., Document autorizat de modificare a ingineriei: dacă nu este încă înregistrat în înregistrările de proiectare, modificările oricărui inginer autorizat în produs sau proces sunt menționate la această rubrică.
c. aprobarea ingineriei clienților: există câteva modificări care sunt, de asemenea, denumite „modificări de bază” care necesită autorizarea clientului. Prin urmare, documentele de aprobare a clientului trebuie colectate și înregistrate.
d. procesul este monitorizat, analizat și îmbunătățit pe baza datelor.
E. înregistrările sunt create, menținute și păstrate.
f., FMEA care se referă la modurile de defectare și analiza efectelor care este în continuare împărțită în două părți:
DFMEA: Design FMEA, în cazul în care este o cheie proiect care furnizorul se proiectează materialul.
PFMEA: procesul FMEA este necesar pentru a asigura riscul de eșec este mai mică în acest proces, și dovezi sunt necesare pentru a fi depuse pentru același.
g. diagrama fluxului de proces: descrie toți pașii făcuți într-o secvență. Este creat pentru a facilita transparența.
h., Eșantion principal: ar putea fi eșantion fizic sau analitic. În funcție de tipul de produs eșantion master este determinat
Dacă materialul este în vrac și neschimbătoare peste o trecere de timp, în acest caz, proba fizica este maestru de probă întrucât dacă cea mai mare parte a materialului se schimbă cu timpul, cum ar fi amprentele digitale, proba de analizat este un eșantion master.
i., Documentația rezultatelor testelor: se efectuează o înregistrare a rezultatelor testelor de material și de performanță pentru a se asigura că cerințele de calitate și funcționale ale materialului corespund înregistrării de proiectare sau planului de control.
j. studiul inițial al capacității de proces
k. este modul statistic al capacității de proces în care benchmark-ul specific este utilizat pentru a determina dacă procesul îndeplinește în prezent cerințele clientului. Acest lucru este similar cu studiul six sigma Black belt.
L. studii de analiză a sistemului de măsurare și documente de laborator calificate
m., Planul de Control: planul de control este clasificat în trei tipuri – prototip, prelansare și producție. Formatul planului de control trebuie să respecte IATF 16949:2016 cerinte
n. Partea depunerea mandat care este rezumat de toate observațiile de mai sus este necesar să fie prezentate de client, împreună cu Aspectul aprobarea raportului. Odată ce ați trimis clientului partea de producție a eșantionului; trebuie să vă asigurați că clientul incase dorește să facă modificări documentului, atunci o documentație specifică clientului va menționa același lucru. Ar putea fi o parte specifică sau un ajutor de verificare a componentelor.,în cele din urmă, clientul poate lua oricare dintre următoarele decizii:
• aprobare completă
• aprobare intermediară
• aprobare respinsă
toate documentele trebuie păstrate de organizație până când partea este activă plus un an calendaristic.
















Lasă un răspuns