내용.
소개
스티치 형성하는 장치를
단계의 스티치 형성
스티치 형식
소개
이 기술 게시판 우리는 것입니다 보면 응용 프로그램의 꿰매는 실 특히 바늘입니다.
스티치 형성하는 장치
의 기본 원리는 모든 기계 재봉에 따라 일관적 루프가 형성 있습니다., 하는 동안 바느질 바늘이 내 직물은 바닥의 스트로크로 바늘을 상승한 루프의 꿰매는 실을 형성에 스카프의 니들도 있습니다. 재봉사의이 루프는 두 개의 스티치 성형 장치 중 하나,즉 후크 또는 루퍼에 의해 픽업됩니다. 세 번째는 스티치 형성하는 장치로 알려져 있으로 스프레더에 사용되는 몇 가지 스티치 형태를 수행하의 꿰매는 실에서 하나의 스티치 형성하는 장치를 다른입니다.
재봉틀 후크는 회전 또는 진동 셔틀이 바늘 실을 보빈 실과 연동시킵니다., 체인에 사용되는 루퍼스티치 형성은 그것이 운반하는 실을 다른 실과 연동시킵니다.
스티치 형성 단계
모든 스티치 유형의 형성에는 5 가지 기본 단계가 있습니다. 그들은 다음과 같습니다.
1. 침투-바늘은 바늘 실
2 를 운반하는 직물을 관통합니다. 루프 형성-바늘이 그 스트로크
3 의 바닥에서 상승하기 시작하면서 바늘의 스카프에 바느질 실의 루프가 형성됩니다. 구조-이것은 실이 수 놓은 재료
4 의 위,아래 또는 주위에 배열되는 곳입니다., 캐스트 오프-바늘 실 루프가 하부 스티치 형성 장치
5 에서 해제되는 곳입니다. 스티치 설정 스레드 그린에 또는 소재
스티치 형식
101–단 하나 실반
101 하나의 스레드를반 사용하여 형성된 하나의 꿰매는 실을 도입에 의하여 바느질 바늘. 스티치 타입 101 은 임시 스티칭에 가장 자주 사용됩니다. 그것의 주요 단점은 솔기의 마무리 끝에서 다시 실행하는 경향이다.,

103–하나의 스레드 Blindhemming
의 유도체 스티치 형식 101 은 스티치 형식 103 으로 알려진 하나의 스레드 Blindstitch 또는 Blindhemming. 다시 주요 단점은 솔기 런백입니다. 이 스티치는 바늘 실을 운반하는 동일한 측면에서 직물을 들어오고 나가는 곡선 바늘을 사용하여 형성됩니다. 바늘 실은 재료의 표면에 블라인드 루퍼와 연동됩니다. 일반적인 응용 분야는 헤밍 및 옷깃 패딩 작업입니다.,

301–재봉틀 박 음질
가장 일반적인 스티치 형식은 의심의 여지없이 301 하나의 바늘 재봉틀 박 음질. 그것의 주요 이점은 그것이 바닥에서하는 것처럼 정상에 동일하게 보인다이다. 생산,강한 저 bulk 솔지의 주요 단점은 낮은 신장 낮은 생산성으로 인해 필요성을 자주 변경에서 스레드를 보빈.

401–반
높은 생산성과에 더 큰 심 신장을 달성될 수 있으로 사용하기 401 하나의 바늘반., 의 단점을 사용하여 이 스티치 형식은 없다는 수집이 되반하는 경향이 심 runback 솔기 생산하는 경향이 부피가 큰 것보다 사람들에 의해 만들어진 재봉틀 박 음질. 그것은 진실을 말하는 401 반은 높은 가장 진보 301 재봉틀 박 음질을 제공 낮은 심 주름이 원인인 경우의 주름은 구조상해 보세요.

다 바늘 재봉틀 박 음질 및반
모두 301 재봉틀 박 음질 및 401 반 기계를 사용할 수 있을 생산하는 여러 행에의 바느질되어 있습니다., 가장 일반적인 트윈 바늘 하지만 여러 바늘 chainstitch 기계 쉽게 사용할 수 있습니다.
두 배는 바늘 재봉틀 박 음질

두 배는 바늘반

Zig Zag 스티치–스티치 형식 304 및 404
있는 요구 사항에 대한 높은 심 신장 중 하나에 재봉틀 박 음질이나반,지그재그 형성할 수 있으로 사용됩니다. 예를 들어,코르셋에서. 어느 지그재그 형성을 생산하기 위해 바늘 바는 재료가 공급됨에 따라 옆으로 움직입니다., 가장 큰 단점은 지그재그 스티치 형성이 원하는 모양을 제공하지 못할 수 있다는 것입니다.
Zig zag 스티치
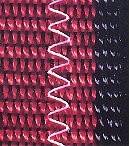
304 스티치

406–Coverseam
파생상품의 401 반은반 coverseam 스티치 형성입니다. 이 중 가장 일반적인 것은 406 트윈 바늘 커버입니다. 이 스티치 형식을 사용하여 형성된 바늘을 두는 스레드 한 루퍼 스레드 및 그것의 주요 사용하는 헤밍의 옷에서 만든 니트 직물과 탄력 있는 레이스에 연결 속옷와 란제리입니다.,

스티치 유형 407coverseam 이 스티치 유형의 세 바늘 버전입니다. 네 바늘 버전을 사용할 수 있지만 일반적인 사용은 아닙니다.
503–두 개의 스레드 overedge(serging)
Overedge 스티치 형성은 모두 500 분류에 포함됩니다. 503 두 스레드 overedge 는 단일 플라이 serging 및 티 셔츠의 헤밍에 사용되는 스티치 유형입니다. 이것은 때때로 용접으로 알려져 있습니다.
스티치 타입 503 은 솔기가 옆으로 적재 될 때 붕괴되고 평평 해 지도록 설계되었으므로 시밍 작업에 적합하지 않습니다.,

504 세 실 overedge
이 스티치 형식으로 형성되는 세 개의 스레드가 하나의 실과 바늘을 두 루퍼 스레드입니다. 스티치 타입 504 는 확장 성이 뛰어나고 쉽게 풀리지 않습니다. 그것은 직물 닳기를 멈추기 위하여 serging 를 위해 그리고 2 개 이상의 플라이를 함께 결합하기 위해 일반적으로 사용됩니다. 이 기계는 증가된 생산력에서 원조할 수 있는 더 높은 속도로 달리기 가능합니다.,

네 실 overedge
에 대한 가장자리 위에 솔 요구하는 더 큰 심 보안 네 스레드 버전의 스티치 형식 504 이 사용됩니다. 가장자리 스티치 유형 위에 3 개,4 개의 실이 있습니다.
스티치 형식 512 알려져 있으로 네 개의 스레드 모의 안전하기 때문에 위쪽의 스티치 형식과 유사한의 상측 스티치 형식 516 는 overedge 진정한 안전 스티치입니다. 스티치 타입 512 는 4 개의 스레드 오버 에지,하프 커버라고도합니다.
제 2 오버에지 스티치 타입은 스티치 타입(514)이다. 이것은 4 개의 스레드 오버 에지,풀 커버로 알려져 있습니다., 이 때문에 최고 루퍼 확장 스레드에게 왼쪽 손을 바늘을 꿰매는 반면 스티치 형식 512 만을 것이다:그것의 상 루퍼 스레드가 오른쪽 손 바느질 바늘.
스티치 512

스티치 514

세 번째의 이러한 스티치 형식은 스티치 형식 515.
515-4 실 안전 스티치
이 스티치 유형은 스티치 유형 401 의 한 행과 503 의 한 행을 사용하여 동시에 형성됩니다.,

516 개의 스레드 풀 안전
에 대한 가장자리 위에 솔 요구하는 더 큰 심 보안 네 스레드 버전의 스티치 형식 504 이 사용됩니다. 가장자리 스티치 유형 위에 3 개,4 개의 실이 있습니다.
스티치 타입 516 은 다른 조합 스티치 타입입니다. 이 스티치 유형 결합 401chainstitch504 세 스레드 overedge. 그것은 5 스레드 overedge 전체 안전 스티치로 알려져 있습니다. 401 요소는 하중을 견디는 반면 504 요소는 재료의 가장자리를 덮고 추가적인 솔기 보안을 제공합니다.,

602 쌍둥이 바늘 coverseam 와 상부 커버
스티치 형식 분류으로 알려진 600 은 기본적인 coverseam 스티치 형태의 추가와 함께 위를 덮고 스레드를 사용하여 생산되는 상단 커버 스프레더 또는 장치입니다. 이 상단 덮개 요소는 이음새의 상단 표면에 필요한 곳에 장식 및 보호 기능을 제공합니다.
스티치 타입(602)은 스티치 타입(406)과 동일하지만,탑 커버 스레드의 추가와 함께.,

605–세 가지는 바늘 coverseam 와 상부 커버
이 스티치 형식으로 형성된 다섯 스레드입니다. 3 개의 바늘,1 개의 루퍼 및 1 개의 덮개 실. 스티치 타입 605 는 높은 솔기 탄성을 가지며 평균 스레드 사용량보다 높습니다. 이 스티치 형성은 평평하고 편안하며 스트레치 의류에 인기있는 선택입니다. 이 스티치 유형은 상단 덮개 실로 인해 장식용 솔기로 사용할 수도 있습니다.,

607–Flatseam
606flatlock 년 동안 교체하는 큰 범위와 스티치 형식 607flatseam. 이 스티치 유형은 4 개의 바늘,1 개의 루퍼 및 1 개의 상단 덮음 실을 사용하여 생산됩니다.
동안 스레드 소비 남아 높은 이 스티치 유형 낮은 606flatseam32 미터 스레드 당 미터 솔기. 600 스티치 유형 분류는 높은 솔기 연신율로 평평하고 편안한 솔기를 전달하는 이점이 있습니다.나는 이것을 할 수 없다.
















답글 남기기