背景
アスピリンは、市場で最も安全で最も安価な鎮痛剤の一つです。 他の鎮痛剤が発見され、アスピリンの前に製造された間、二十世紀の変わり目にアスピリンの成功の後でヨーロッパおよび米国の店頭薬剤としてだけ受,
今日、アメリカ人だけでは年間16,000トンのアスピリン錠剤を消費し、80万錠に相当し、非処方鎮痛剤には年間約2億ドルを費やしています。
現在、この薬物は、様々な濃度のいくつかの剤形で入手可能である。0021へ.00227オンス(60から650ミリグラム)、しかし薬剤はタブレットの形態で最も広く利用されています。 他の剤形には、カプセル、カプレット、坐剤および液体エリキシル剤が含まれる。,
アスピリンは、健康上の問題のホストを戦うために使用することができます:脳血栓(一日未満の錠剤付き);一般的な痛みや発熱(二から六錠日;リウマチ熱、痛風、 この薬は、心臓発作を予防するのにも有益です。 さらに、生物学者は白血球作用を妨害するためにアスピリンを使用し、分子生物学者は遺伝子を活性化するために薬物を使用する。,
アスピリンが作り出すことができる効果の広い範囲は、それが実際にどのように動作するかを特定することは困難にし、生物学者は、アスピリンと関連薬(イブプロフェンなど)が痛みや炎症を引き起こす特定のホルモンの合成を阻害することによって動作すると仮定した1970年代までではなかった。 それ以来、科学者はアスピリンがいかに働くか理解のそれ以上の進歩をしました。 彼らは今、例えば、アスピリンとその親戚が実際に炎症を引き起こす細胞の増殖を防ぐことを知っています。,
歴史
アスピリンの有効成分が最初に由来する化合物であるサリチル酸は、1763年にイギリスのチッピングノートンのエドマンド-ストーン牧師によって柳の木の樹皮から発見された。 (柳の木からの樹皮—Salix Alba—は、サリチル酸の配糖体である高レベルのサリシンを含んでいます。)以前のアカウントは、古代ギリシャのヒポクラテスが同じ目的のために柳の葉を使用したことを示しています—発熱を減らし、様々な病気の痛みを和ら,
1800年代には、様々な科学者が柳の樹皮からサリチル酸を抽出し、合成的に化合物を生産しました。 その後、1853年に、フランスの化学者Charles F.Gerhardtは、サリチル酸の誘導体である原始的な形態のアスピリンを合成した。 1897年、I.G.Farberのバイエル部門で働いていたドイツの化学者Felix Hoffmannが、この薬を合成するためのより良い方法を発見しました。, 時にはホフマンが不適切にアスピリンの発見のための信用を与えられているが、彼はアスピリンがサリチル酸の副作用を持っていなかった効果的な鎮痛剤であることを理解していた(それは喉を燃やし、胃をむかつかせる)。
バイエルは1899年からアスピリンを販売し、第一次世界大戦後まで鎮痛剤の生産を支配していました。
ヨークオペレーション。 今日、”アスピリン”は世界中の多くの国のバイエルの登録商標であるが、米国およびイギリスでアスピリンはacetylsalicylic酸の共通の名前単にである。,
アスピリンの製造は、医薬品製造全体の進歩と並行しており、二十世紀初頭には大きな機械化が起こっています。 現在、アスピリンの製造は高度に自動化されており、特定の製薬会社では完全にコンピュータ化されています。
アスピリン製造プロセスは、製薬会社、剤形および量によって異なりますが、このプロセスは他の多くの薬物のプロセスほど複雑ではありません。, 有効成分(アセチルサリチル酸)、コーンスターチ、水、および潤滑剤:特に、ハードアスピリン錠剤の製造は、唯一の四つの成分を必要とします。
原材料
硬質アスピリン錠剤を製造するために、コーンスターチおよび水を有効成分(アセチルサリチル酸)に加えて、結合剤および充填剤の両方 結合剤は、錠剤を一緒に保持するのを助ける;充填剤(希釈剤)は、十分なサイズの錠剤を製造するために錠剤を増加させたバルクを与える。, 潤滑剤の一部が混合中に添加され、残りは錠剤が圧縮された後に添加される。 潤滑油は機械類への付着からの混合物を保ちます。 可能な潤滑剤には、水添植物油、ステアリン酸、タルク、またはステアリン酸アルミニウムが含まれます。 科学者は行われな調査-研究の分離に最も効果的な潤滑硬質アスピリンタブレット。,
チュアブルアスピリン錠剤は、マンニトール、乳糖、ソルビトール、ショ糖、イノシトールなどの異なる希釈剤を含み、錠剤がより速い速度で溶解し、薬物に心地よい味を与えることを可能にする。 さらに、チュアブル錠には、サッカリンなどの香味剤および着色剤が添加される。 現在米国で承認されている着色剤には、FD&C Yellow No.5、FD&C Yellow No.6、FD&C Red No.3、FD&C Red No.40、FD&C Blue No., 1、FD&Cブルー No.2、FD&CグリーンNo.3、d&c着色剤、および酸化鉄の限られた数。
製造プロセス
アスピリン錠剤は、異なる形状で製造される。 重量、サイズ、厚さおよび硬度は適量の量によって変わるかもしれません。 錠剤の上面および下面は、様々な程度まで平坦、円形、凹状、または凸状であってもよい。 錠剤はまた、外面の真ん中にスコアラインを有することができるので、所望であれば錠剤を半分に分割することができる。, 錠剤には、製造業者を識別するための記号または文字が刻まれていてもよい。
同じ投与量のアスピリン錠剤は、バッチで製造される。 慎重に計量した後、必要な成分を混合し、ナメクジと呼ばれる粒状混mixtureの単位に圧縮する。 次いで、ナメクジは、空気および塊を除去するために濾過され、再び圧縮される(または打ち抜かれる)多数の個々の錠剤にされる。 (錠剤の数は、バッチのサイズ、投与量、および使用される錠剤機の種類に依存する。,)各バッチのドキュメントは製造工程を通して保たれ、終了するタブレットは配分のためにびん詰めにされ、包まれる前に複数のテストを経
乾燥造粒またはスラッギングとして知られている硬質アスピリン錠剤の製造手順は次のとおりです。
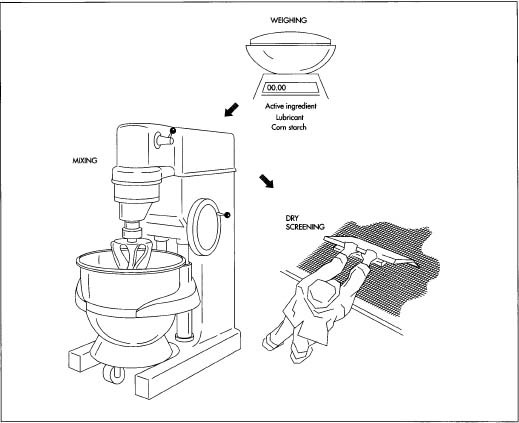
計量
- 1コーンスターチ、有効成分、および潤滑剤を滅菌容器で別々に秤量し、成分がバッチサイズおよび投与量について事前に決定された仕様を満たしているかどうかを判断する。,
混合
- 2コーンスターチを冷たい精製水に分注し、次いで半透明ペーストが形成されるまで加熱し、攪拌する。 次に、コーンスターチ、有効成分、および潤滑剤の一部を一つの滅菌キャニスターに注ぎ、キャニスターをグレンミキサーと呼ばれる混合機にホイールします。 混合は原料をブレンドし、また混合物から空気を排出します。
- 3次いで、混合物を機械的に単位に分離し、一般に7/8から1インチ(2.22から2.54センチメートル)の大きさである。 これらの単位はナメクジと呼ばれます。,
乾燥したスクリーニング
- 4次に、ナメクジの小さいバッチは手持ち型のステンレス鋼のへらによって網目スクリーンを通して強制されます。 かなりの製造業の出口の大きいバッチはFitzpatrickの製造所と呼ばれる機械を通してろ過される。 残りの潤滑剤を混合物に加え、これを回転造粒機およびふるいに穏やかに混合する。 潤滑油は圧縮プロセスの間にタブレット機械への付着からの混合物を保つ。,
圧縮
- 5混合物は、シングルパンチマシン(小バッチ用)または回転式錠剤機(大規模製造用)のいずれかによって錠剤に圧縮される。 単一穿孔器機械の大半は動力駆動であるが、手動モデルはまだ利用できる。 単一穿孔器機械では、混合物は供給の靴によって次のように一つのタブレット型(染料キャビティと呼ばれる)に、与えられます:
- 供給の靴は染料キャビティを通り、混合物を解放します。 供給の靴はそれから染料キャビティからのすべての余分な混合物を引き込み、擦ります。,
- パンチ—短い鋼棒-染料キャビティのサイズが染料の中に下降し、混合物を錠剤に圧縮する。 その後、パンチは後退し、パンチは
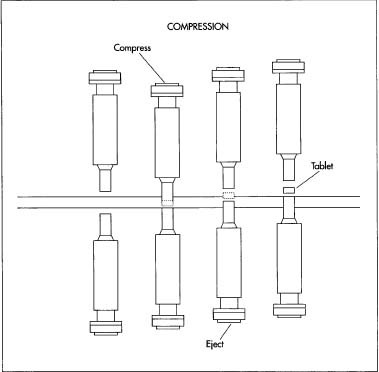 この図は、シングルパンチマシンにおける圧縮の原理を示しています。 まず、アスピリン混合物を染料キャビティに供給する。 次に、スチールパンチが空洞内に下降し、混合物を錠剤に圧縮する。 としてパンチの後、パンチ以下の空洞の上昇を取り出し、タブレットです。
この図は、シングルパンチマシンにおける圧縮の原理を示しています。 まず、アスピリン混合物を染料キャビティに供給する。 次に、スチールパンチが空洞内に下降し、混合物を錠剤に圧縮する。 としてパンチの後、パンチ以下の空洞の上昇を取り出し、タブレットです。色素空洞が空洞内に上昇し、錠剤を排出する。,
- フィードシューが再び染料キャビティを満たすために戻ると、圧縮された錠剤を染料プラットフォームから押し出します。
- 回転式錠剤機械では、混合物は、供給ラインを通って、大きな鋼板上に位置する多数の色素空洞に入る。 版は混合物が供給ラインを通して分配されると同時に回転し、急速に各染料キャビティを満たす。 染料キャビティの上下の両方のパンチは、染料キャビティの回転とともに順番に回転する。, 上部の穿孔器の上のローラーは染料キャビティに穿孔器を押し下げ、染料キャビティの下のローラー活動化させた穿孔器は持ち上がり、染料のプラットホームからタブレットを出すが、混合物をタブレットに圧縮する。
試験
- 6圧縮錠剤には、錠剤硬度および破砕性試験、ならびに錠剤崩壊試験が施される(以下の品質管理のセクションを参照)。,
びん詰めおよび包装
- 7錠剤は、自動びん詰め組立ラインに移され、透明またはカラーコーティングされたポリエチレンまたはポリプロピレンのプラスチックボトルまたはガラスボトルに分配される。 びんは綿のパッキングと越えられ、薄いアルミニウム上と密封され、そして次にプラスチックおよびゴム製子供防止のふたと密封される。 薄い、円形のプラスチックバンドはふたの円の端にそれから添付される。 それは追加のシールを萎縮させ、検出する製品ざいます。,
- 8ボトルには製品情報が表示され、有効期限が貼付されます。 製造業者によって、びんは個々の板紙箱でそれから包まれます。 のパッケージまたはボ弁当より大きなダンボールの準備のための分布。
品質管理
高度な品質管理を維持することは、医薬品製造業界において非常に重要であり、食品医薬品局(FDA)によって要求されています。 すべての機械類は工程を始める前にプロダクトがどうにか汚染されないし、薄くならないことを保障するために殺菌する。 さらに、オペレータは定期的な点検を行い、細心のバッチ記録を保ち、そして必要なテストを管理することによって工程中の正確な、適量の維持で助け, 錠剤の厚さおよび重量も制御される。
錠剤が製造されると、錠剤の硬度および破砕性試験などのいくつかの品質試験を受ける。 通常の条件下で錠剤が欠けたり破損したりしないように、Schleuniger(またはHeberlein)錠剤硬度試験機などの機械で硬度を試験します。 それらはまた、包装および出荷の厳しさに耐える錠剤の能力である破砕性についても試験されている。 Roche Friabilatorと呼ばれるマシンは、このテストを実行するために使用されます。, テストの間に、タブレットは繰り返された衝撃に転落し、露出されます。
別の試験は、錠剤崩壊試験である。 錠剤が望ましい速度で溶解することを確実にするために、バッチからのサンプルを、vanderkamp試験機のような錠剤崩壊試験機に入れる。 この装置は上および底で開いた六つのプラスチック管から成っている。 管の底は網目スクリーンで覆われます。 チューブは、錠剤で満たされ、華氏37度(で水に浸漬されている2。,77℃)を撤回し、指定した時間を速めるかどうかを判断する錠を溶解しています。
—グレッグ-リン
















コメントを残す